铝型材就是铝棒经过热熔挤压后形成的各种截面形状的铝材料,轻便又结实,广泛用在建筑门窗、工业框架和交通运输等领域 。那么,由
铝型材生产厂家小编介绍一下选铝型材分 5 步:先确定使用工况→选定铝合金牌号→确定截面结构→匹配表面处理→评估加工难度与成本,结合你常用的硬质氧化、CNC 加工、设备机架、散热、标牌场景分开说明。
一、根据使用工况定核心材质(关键)
1. 只做外观装饰、普通机架、无需耐磨 / 硬氧
选用 6063-T5
优势:挤压表面光滑、上色均匀、普通氧化色差小、价格低、挤压速度快;
短板:硬度偏低,不适合厚硬质氧化,超过 30μm 易起灰、麻点;承重、耐磨一般。
适用:设备外壳、标准欧标机架、铝标牌底板、装饰边框、薄散热型材。
2. 需要 CNC 精加工、攻牙、耐磨、做硬质氧化、水冷散热件
选用 6061-T6
优势:镁硅含量高,热处理后强度高、切削性能好,螺纹不易滑牙;硬质氧化稳定,可稳定做到 50μm 以上厚膜,麻点少、耐磨耐腐蚀;
短板:原料比 6063 贵 15%~30%,普通彩色氧化上色均匀度略差。
适用:分板机滑块、水冷散热块、自动化治具、耐磨工装、所有要求硬质氧化的零件。
3. 折弯薄板、标牌、轻度防锈件
5052 铝板 / 薄型材
优势:折弯不开裂,防锈好;
短板:不能做厚硬质氧化,极易出现花斑、针孔。
4. 低成本、不做硬质氧化、简单外壳
ADC12 压铸铝
优势:开模便宜,可做复杂内腔;
致命缺点:硅含量高,硬质氧化大面积麻点发黑,严禁硬氧加工,仅能简单本色氧化。
避坑红线
需要硬质氧化的工件,一律不用 6063、压铸铝,优先 6061-T6。
二、区分型材类型,选截面结构
1. 标准工业铝型材(2020/3030/4040/4080 等)
适合:设备机架、流水线框架、操作台、防护框架
优点:自带槽位,角件螺栓组装,不用焊接,到货简单裁切即可装配;
加工需求:仅裁切、少量钻孔,深加工少;
表面处理默认喷砂黑色氧化。
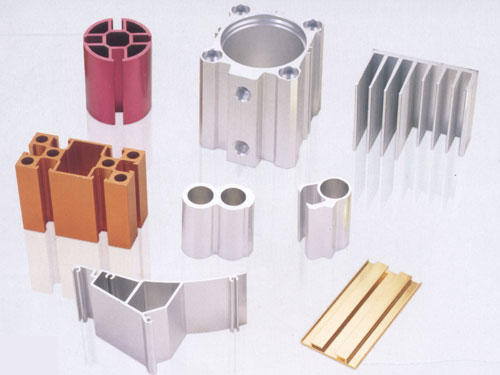
2. 定制异形挤压型材(开模)
适合:散热翅片、空心水冷铝条、D 型 / 梯形异型骨架、标牌边框
优势:一体成型复杂截面,减少 CNC 铣削,大批量单价更低;
注意:新品需要挤压模具费,订单量小不划算。
3. 实心铝棒 / 方棒
适合:小治具、滑块、定位柱、少量异形小件
优势:无需开模,零切打样方便;
缺点:实心料重,材料成本高于空心挤压型材。
截面选型要点
承重机架:加厚壁厚、加强筋截面;
散热件:多齿、空心通水截面,增大换热面积;
轻量化设备:空心薄壁型材,降低重量;
精密滑动件:实心厚壁 6061,保证刚性不变形。
三、结合后续加工工艺选型
场景 1:后续要 CNC 铣、钻孔、攻丝
材质优先 6061-T6,切削顺畅,螺纹强度高;
型材壁厚≥2mm,薄壁攻牙易崩牙;
挤压型材尽量选余量均匀的,减少 CNC 去除量,降低加工成本。
场景 2:后续要做硬质阳极氧化
硬性要求:6061-T6 挤压型材,拒绝压铸铝、6063;
型材表面不能有大量挤压砂眼、起皮(会造成硬氧麻点);
深盲孔、窄槽结构尽量简化,否则氧化时藏气泡产生针孔;
螺纹、装配配合位设计时预留 0.02~0.05mm 单边补偿(硬氧膜双向增厚)。
场景 3:只需普通彩色氧化、拉丝、喷砂装饰
选 6063-T5,表面光洁,上色均匀,挤压细纹少,外观效果更好。
场景 4:需要折弯、冲压成型
选 5052 软态铝,6061、6063 折弯易断裂。
四、根据环境、寿命选择表面配套能力
室内干燥车间、仅装饰:6063 + 普通染色氧化;
车间油污、水冷潮湿、长期摩擦:6061 + 硬质氧化;
户外设备、日晒雨淋:6061,电解着色(耐紫外线),不做普通有机染色;
食品 / 饭堂设备铝件:6063 本色无染料氧化,安全易清洗。
五、成本与订单量权衡选型
大批量标准化机架:标准现成 6063 工业型材,无开模费,综合成本低;
大批量异形散热、专用壳体:新开挤压模异形型材,长期摊薄模具费,比 CNC 整块铣省料;
小批量打样、样机:直接铝棒零切,不新开模具;
预算有限、无耐磨需求:6063 替代 6061;有耐磨 / 硬氧要求,不能省,否则后期不良率飙升。
 微信公众号
微信公众号

 产品分类
产品分类



